






产品名称 |
食品桶 |
面向地区 |
全国 |
塑料品种 |
PP |
容量 |
5L以上 |
重量 |
180g |
口径 |
400mm |
可否印LOGO |
可以 |
材质 |
HDPE |
颜色 |
黄色 |
塑料桶的容积可从2.5-50L,乃至100L以上。虽然桶的结构较为简单,多为圆台形,但注射的行程(桶的高度)较大。为了节约材料,壁厚又尽量取薄,因此给注塑加工提出了一些的要求。
1、对塑料原料,要求它有较高的流动性和热稳定性,能承受高剪切力的作用;
2、对注塑机,要求注射量满足要求外,还要求有较大的注射压力。
3、对模具的结构和制造,不仅要考虑桶结构(如适当的形状尺寸,加强筋的设置,加盖时的密闭性等),而且要考虑注塑压力的传递,尽量减少压力损失。为此可选用无流道浇注系统。
胶桶应遮篷储存,避免曝晒,储藏温度(temperature)在40℃以下,-18℃以上。堆放在托盘上的塑胶(相关联事物:塑料)桶用缠绕膜打包固定(fixed),打包时应避免塑胶桶与塑胶桶之间相互挤压变形,变形量≤5%;打包后托盘的堆放层数应不多于2层,堆高时上下层应对准,使上层的重量均匀地施加于下层;堆放处地面应平整,并处于水平位置。
注塑温度注射温度与原资料的种类和特性,注塑机的类型及制品厚度等要素有关。对结晶性树脂,如聚乙烯、聚丙烯等,注射温度应其熔点。对无定形聚合物,如聚苯乙烯、聚氯乙烯,注射温度要其粘流温度。熔体批数低的树脂比熔体指数高的树脂注射温度要高一些。运用柱塞式注塑机比螺杆式注塑机加工温度要高一些。薄壁型坯比厚壁型坯所需求的注射温度高。普通聚苯乙烯的注射温度为140℃~240℃,聚乙烯为150℃~280℃,聚丙烯为205℃~285℃,聚氯乙烯为160℃~190℃。注射模具温度普通为40℃~80℃。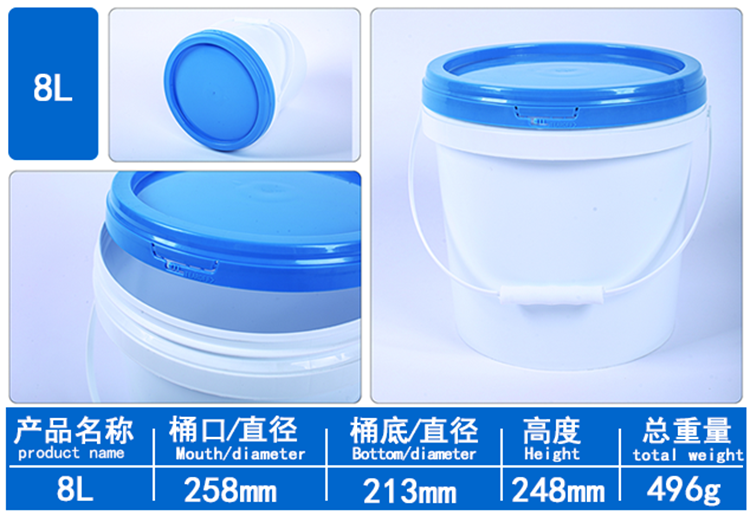
暴露在阳光下是塑料桶损坏过快的原因之一。当塑料桶受到光照时,温度通常会发生变化,这可以看作是加热。温度升高会加速氧气的扩散,从而增加氧化率,引起热胶连接和裂解,并与空气中的氧气甚至臭氧接触。过度胶连或分子链断裂会加速老化,还有一些其他因素,如水、高能辐射、介质等。 此外,长期使用塑料桶搬运,塑料桶与地面摩擦,也会使桶边缘磨损,从而降低塑料桶的使用寿命。需要注意的是,虽然有些塑料桶可以使用,但使用寿命会很短。建议更换新的塑料桶,以便储存液体。
塑料桶具有整体聚乙烯一次成型无接缝、抗冲击、、重量轻、无泄漏、耐酸碱、寿命长、符合卫生标准,使用性能远优于传统FRP容器、塑料焊接容器、钢衬橡胶容器,塑料桶适用于食品包装化学包装染料包装混凝土添加剂包装。堆放稳定,易于长途运输和周转,耐酸碱、耐腐蚀。
随着塑料桶的广泛应用,相应的质量要求也越来越高。塑料桶出厂前,质量检验指标合格。需要做哪些测试?
是防紫外线和硬度的测试。原料中的防紫外线成分与塑料桶的硬度密切相关。同一地方不同颜色的塑料桶对紫外线的反应不同;
二是防腐性能测试。将塑料桶放入防腐化学成分中。如果桶两天后没有损坏或变形,则表明其质量符合标准。
然后,耐热试验也很重要。桶在高温环境下放置三天后,桶体无异常变形,表明质量合格。
近期浏览

