产品名称 |
食品桶 |
面向地区 |
全国 |
塑料品种 |
PP |
容量 |
5L以上 |
重量 |
180g |
口径 |
400mm |
可否印LOGO |
可以 |
材质 |
HDPE |
颜色 |
黄色 |
塑料桶的容积可从2.5-50L,乃至100L以上。虽然桶的结构较为简单,多为圆台形,但注射的行程(桶的高度)较大。为了节约材料,壁厚又尽量取薄,因此给注塑加工提出了一些的要求。
1、对塑料原料,要求它有较高的流动性和热稳定性,能承受高剪切力的作用;
2、对注塑机,要求注射量满足要求外,还要求有较大的注射压力。
3、对模具的结构和制造,不仅要考虑桶结构(如适当的形状尺寸,加强筋的设置,加盖时的密闭性等),而且要考虑注塑压力的传递,尽量减少压力损失。为此可选用无流道浇注系统。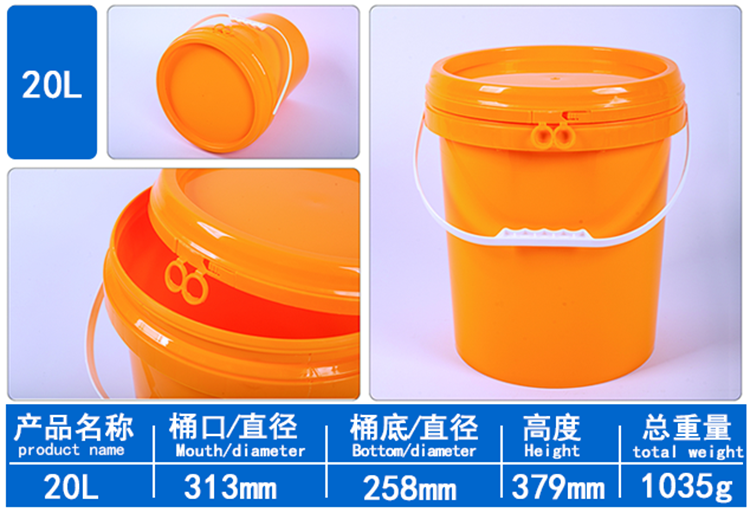
大型塑料桶表面的处理方法有哪些?
1.等离子体处理方法
这种方法是利用等离子体放电大型塑料桶,处理时间短,处理过程中会引入极性基团。处理后,其表面的附着力可以持续很长时间,非常。
2.表面活性剂处理方法
它是一种处理阴离子、非离子、表面活性剂等表面的方法。它可以去除无机物,使表面更光滑,灰尘更少。
3.化学处理方法
与等离子处理方法相同,极性基团被引入,但它是一种利用化学水溶液处理大型塑料桶表面的方法,但可能对环境产生一定的负面影响。
塑料桶具有整体聚乙烯一次成型无接缝、抗冲击、、重量轻、无泄漏、耐酸碱、寿命长、符合卫生标准,使用性能远优于传统FRP容器、塑料焊接容器、钢衬橡胶容器,塑料桶适用于食品包装化学包装染料包装混凝土添加剂包装。堆放稳定,易于长途运输和周转,耐酸碱、耐腐蚀。
塑料桶形成收缩痕迹的原因可能有一个或多个,包括加工方法、零件几何形状、材料选择和模具设计。几何形状和材料的选择通常由原材料供应商决定,不容易改变,但模具厂家有许多影响模具设计的因素。冷却流道设计、浇口类型、浇口尺寸可能产生多种效果。例如,管式浇口等小浇口比锥形浇口冷却得快得多。过早冷却浇口会减少型腔内的填充时间,从而增加收缩痕迹的概率。对于成型工人来说,调整加工条件是解决收缩问题的一种方法。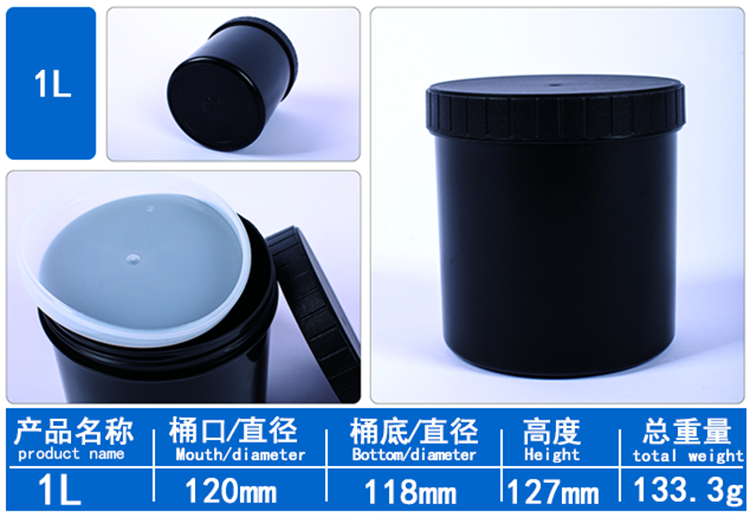
塑料桶的材料多采用聚乙烯.聚等塑料吹塑成型,注塑成型,化学.食品.五金电子.机电工业等工业中液体.固体产品的外包装,用于塑料桶的应用,它不仅在工业上有广泛的应用,实际上在我们的日常生活中也深受消费者的喜爱,许多用户会使用不同规格型号的塑料桶来放置物品,既方便又放心,但要注意在塑料桶内装物品时,为了避免货物的泄漏,我们在装桶的时候也要注意什么事项?
1.在灌装塑料桶前,事先先检查好塑料桶的桶盖与桶身是否相匹配,如果塑料桶的桶盖与桶身不配套,如果塑料桶的桶盖与桶身不配套,则提前检查一下桶内的液体。
2.灌装液体的桶在搬运过程中不能直接拖到地上,以免底部磨损和擦伤,所以正确的办法是双手抬高或用叉车木托盘运输。
3.灌装时,液温不要超过70℃,贮存时要避光,温度不能超过40℃,装运时温度不宜超过25℃。
4.禁止塑料桶内的高温液体灌装完毕后立即装运和运输。
5.储存塑料桶时,一定要放在干净、干燥的地方,以防止污染物从桶口进入,影响液体品质,同时要尽量避免太阳直接暴露在太阳下。
随着塑料桶的广泛应用,相应的质量要求也越来越高。塑料桶出厂前,质量检验指标合格。需要做哪些测试?
是防紫外线和硬度的测试。原料中的防紫外线成分与塑料桶的硬度密切相关。同一地方不同颜色的塑料桶对紫外线的反应不同;
二是防腐性能测试。将塑料桶放入防腐化学成分中。如果桶两天后没有损坏或变形,则表明其质量符合标准。
然后,耐热试验也很重要。桶在高温环境下放置三天后,桶体无异常变形,表明质量合格。